
Zur schnellen und effektiven Bekämpfung von Waldbränden ist deren frühzeitige Erkennung ein wesentlicher Schlüssel. Drohnen von Evolonic, ausgestattet mit einer Industriekamera und einem Objektiv von SVS-Vistek, verschaffen der Feuerwehr im Gefahrenfall einen wertvollen zeitlichen Vorsprung.
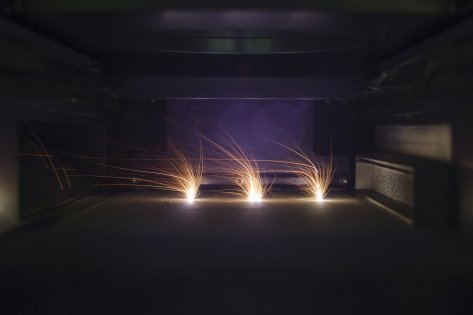
Die Aconity3D GmbH hat sich das Ziel gesetzt, die Stabilität der innovativen Fertigungsmethode des Pulverbett-basierten Laserschmelzens zu optimieren und dadurch ihren Einsatz in unterschiedlichsten Branchen zu fördern. Durch die Verwendung von Hochgeschwindigkeits-Industriekameras von SVS-Vistek ist das Unternehmen diesem Ziel einen Schritt nähergekommen.

Für Menschen mit Sehbehinderung ist die Braille-Schrift enorm wichtig, insbesondere bei der Identifizierung von Medikamenten. Mit dem auf Industriekameras und -objektiven von SVS-Vistek basierendem Inspektionssystem DotScan stellt in-situ fehlerfreie Braille-Schriften auf Arzneimittelpackungen sicher.

Das Bildverarbeitungssystem Resident 1200 Visual Inspection von Vision On Line und Industriekameras von SVS-Vistek garantieren bei einem führenden Hersteller von kompletten Turbolader-Baugruppen für Pkw und Nutzfahrzeuge die vollautomatische 100%-Prüfung der Produkte.

Automatisierte Prüfstationen von Ziemann & Urban, ausgerüstet mit Industriekameras von SVS-Vistek und weiteren Bildverarbeitungskomponenten, ermöglichen Pipettenspitzenherstellern eine hochgenaue und dabei wirtschaftliche Inspektion von Pipettenspitzen.

Neue Codelese-Lösungen von Strelen Control Systems realisieren die anspruchsvolle Auswertung von winzigen Codes innerhalb sehr großer Sichtfelder mit Hilfe der bis zu 151 Megapixeln hochauflösenden Kameras von SVS-Vistek.

Die automatisierte Wareneingangsstation WEControlDOME von CompControl ermöglicht Unternehmen aus der Elektronikfertigung eine absolut transparente Erfassung von eingehenden Gebinden.

Die Leistungsfähigkeit von Montagerobotern zu verbessern lautet das Ziel des Schweizer Unternehmens Asyril. Es verwendet ausgereifte Bildverarbeitungssysteme, um Robotern in der Produktion das Greifen von Schüttgut-Bauteilen zu erleichtern, und setzt dabei auf eine innovative Idee sowie auf Industriekameras von SVS-Vistek.

Die Herstellung von Lebensmitteln erfolgt heutzutage nahezu immer mit einem hohen Grad an Automatisierung. Das Schweizer Unternehmen Kaiser engineering entwickelt und baut unter anderem Anlagen, die in der Produktion namhafter Käsehersteller im Einsatz sind. Automatisierungs- und Bildverarbeitungskomponenten von Fabrimex Systems AG, SVS-Vistek, Effilux und Matrox Imaging sorgen für leistungsfähige Systeme, die weltweit eine fehlerfreie Lebensmittelproduktion ermöglichen.

Bis zu 30 Steckverbinder pro Sekunde, an jedem Teil eine beliebige Zahl an einstellbaren Prüfmerkmalen, und jeder Fehler muss mit 100prozentiger Sicherheit erkannt werden. Die in Jena ansässige OTTO Vision Technology GmbH baut Prüfanlagen, die derartige High-end-Anforderungen erfüllen, und setzt dabei auf Kameras von SVS-Vistek GmbH.



